PLC组态软件消除干扰方法
|
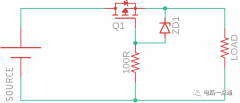
plc控制系统由于具有功能强、程序设计简单、扩展性好、维护方便、可靠性高、能适应比较恶劣的工业环境的特点,因此在工业企业广泛应用.但是由于工业环境条件恶劣,以及各种工业电磁,辐射干扰等,影响PLC控制系统的正常工作,因此必须重视PLC控制系统的抗干扰设计.为防止干扰,可以采用硬件和软件相结合的抗干扰方法. 防止硬件干扰的方法有:1采用性能优良的电源来抑制电网引入的干扰2电缆的选择与铺设来降低电磁干扰3完善接地系统4采用光电隔离来抑制输入输出电路引入的干扰等.而利用PLC软件来减少干扰是PLC控制系统正常、稳定工作的重要环节.下面主要分析在生产实践中应用的利用PLC组态软件来减少干扰的方法: 一、减少数字量输入扰动的方法 1、 计数器法
注释:当外部有信号输入时,控制系统采集连续的N个脉冲使RS触发器输出为“1”,只有当外部输入信号由“1”变成“0”时,RS触发器的复位端为“1”,将RS触发器的输出复位成“0”。而当有瞬间干扰脉冲时,CON计数器将采集不到连续的N个脉冲,CON计数器无法输出,这就起到了减少干扰的作用。(N一般情况下取2) 优点:响应速度快,对周期性的瞬时干扰起到了一定的抑制作用。 2、延迟输入法
二、减少模拟量输入扰动的方法 1、限幅法
2、延迟滤波限幅法
3、延迟滤波比较法
注释:正常情况输入信号IN-AI经过一阶延迟滤波后直接输出,OUT=IN-AI的值;当有突变信号时,输入信号IN-AI经过一阶延迟滤波后与含有突变信号的输入信号IN-AI相减取绝对值(无论出现正偏差还是负偏差),与HL值比较,若大于等于HL的预设值,OUT1=1,将LG—延迟滤波器切换成跟踪状态,此时OUT就保持了输入信号IN-AI突变前的值。直到突变信号减弱,OUT1=0,OUT=IN-AI。 4、积分消抖滤波法
注释:参数设置:LG(TIME=1S),TON(TIME1=10S),LG1(TIME=30S),HL=0.2,LL=-0.2 ,PI(TI=10S,将P放开封锁成为纯积分调节器) 三、 小信号在变化幅度中变化时 1、最终状态:此时为稳态,输入与输出相近。OR输出为“0”,NOT=1,TON时间已超出10S,EOR=0,MOV不保持,PI不积分,SUB=0,信号走PI的跟踪回路,LG1滤波后输出。正常的信号流向:IN→LG→PI的跟踪→LG1(滤波30S)→输出 2、 小信号的暂态变化:(在TON=10S之前)OR=0,NOT=1,TON未到10S,EOR=1,MOV保持,PI积分作用,LG1未起作用,输出跨越LG1(TIME=30S),直接到输出端,此时为线性跟踪滤波状态。 四、 信号大幅度变化时(≥HL,≤LL) OR=1,NOT=0,TON不起作用,EOR=0,所以LG1(TIME=30S)不起作用,PI不起作用走跟踪。正常的信号流向:IN→LG→PI的跟踪→LG1的跟踪→输出 五、 总结: 1、 小信号在10秒之内,经过LG(TIME=1S),PI的积分作用,跳过LG1(TIME=30S),直接输出,实现输入信号的滤波和跟踪状态。 结束语 上述所分析的方法,均在生产实际中得到检验,取得了一定的效果,并随着生产实际的需要和经验的积累,不断完善其对干扰的软件处理方法。 |