电阻点焊焊接是有什么参数要考虑?
时间:2023-06-08作者:佚名
|
焊接是连接金属与金属的最便宜和最可靠的方法之一,对于钣金和板材,电阻点焊仍然是连接类似金属的广泛选择。它价格低廉,并且由此产生的接头坚固可靠。这就是电阻焊在汽车制造中如此普遍的原因,但要充分利用设计和焊接,产品应该设计用于焊接。
零件厚度,理想情况下,相同厚度的零件或板将导致均匀分布的焊核(快速冷却并凝固成圆形接头的熔融金属)。但大多数情况下,板厚会发生变化,在这种情况下,只有当板厚比为 3:1 或更小时,点焊才有效。使用填充电极将产生有效的焊接熔核并赋予焊接处有足够的强度。并且,板表面应该是平的或共面的以简化焊接过程,板厚的适当比例应为3:1或更小。在这种情况下,上板厚 2 毫米,下板厚 6 毫米。因此,比率为 3:1,并且在限制范围内. D = 2d,d = 点焊直径。
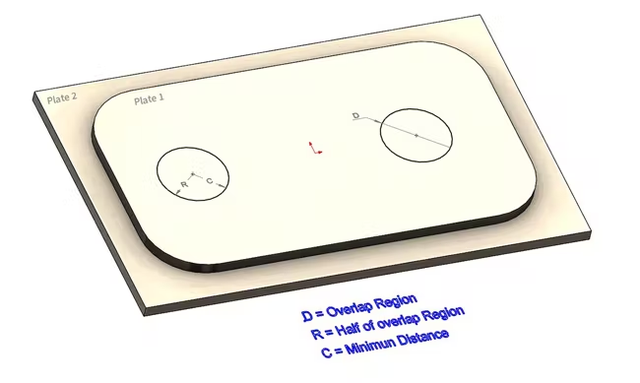
支架和加强筋 点焊会使连接的部件发生热变形,在较薄的部件上变形最大,因此,当使用加强筋为接头提供额外的结构稳定性时,选择合适的厚度很重要,加强筋和肘板应薄于或等于底板外露面的厚度。 焊接接近度和边缘间隙 为了获得最佳的焊接质量和最强的接头,连续焊缝之间的距离(又名间距)以及各个焊缝与零件边缘之间的距离(间隙)必须满足特定标准。间距应为材料厚度的 10 倍,以获得最佳强度并避免对零件产生任何不利影响。从理论上讲,材料厚度的 20 倍的间距会降低分流效应(电流从正在焊接的焊缝流向附近已形成的熔核,并且在正在形成的接头中产生的热量不足,从而使其更弱且不可靠)。
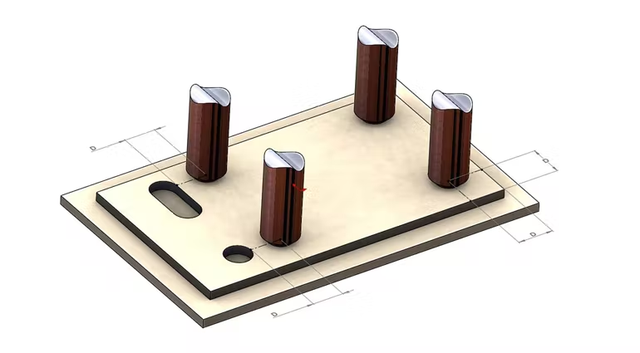
从焊缝中心到工件边缘保持两倍的点焊直径也是一种很好的做法,此规则也适用于板表面中间的槽和孔。如果不保持这个最小距离,电极可能无法施加足够的压力,可能会产生裂纹,留下多孔焊缝,有时,它还可能导致金属产生过多的毛刺或变形。 焊缝和形状之间的距离 |