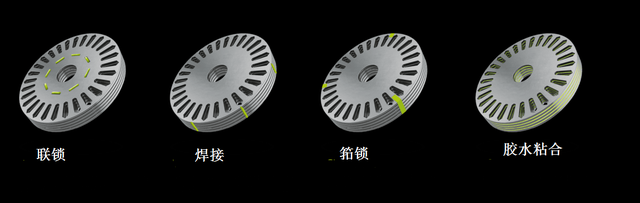
电机集中式绕组叠片的四种制造方法
时间:2023-06-08作者:佚名
|
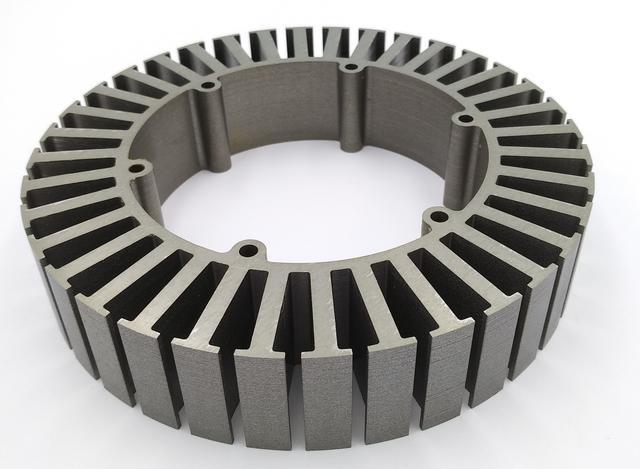
对于功率在kW及以上的永磁电机,集中绕组也被称为非重叠绕组,集中绕组很有吸引力,它们可以实现短端绕组和低转矩脉动。与传统的分布式绕组相比,线圈是不重叠的,这使得绕组更加简单,然而,制造具有集中绕组的定子可能不是那么容易和便宜。
一次冲孔制造方法 电枢叠片的整个部分被一块冲孔,这是制造叠片的常规方法,如下图所示的叠层转子或内定子,则冲孔后留下的中心是无用的。因此,铁废料的数量很大,约占采购铁材料总量的80%至90%。此外,对于具有大量齿的定子,冲孔所需的力是相当大的。单齿冲孔是一个合适的解决方案,它需要更多的时间,其优点是可以使用更小的压力机。对于直径较小的电机,可以使用环内的废料,但会给电机制造商带来废料管理成本的问题。
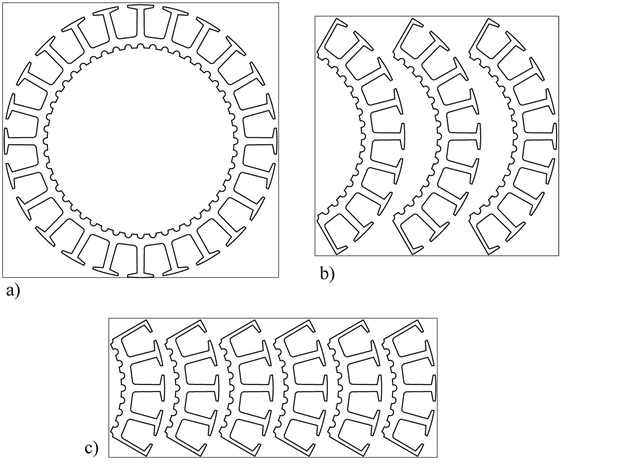
对于上图中的永磁电机,需要尺寸为400 x 400 mm的铁皮,定子铁心面积仅为原铁皮面积的18%,在购买的22公斤铁中,只有4公斤用于定子,采用这种方法,制造工艺和机床都是常规的,但浪费量大,叠片铁材的成本高。 分段叠片制造方法 定子铁被分成若干段,如上图b和c所示,从而降低了材料成本,提高了生产率。当分段为120°时,有50%到60%的铁废料,这比前面整体叠片制造方法要少得多,分层后,将分段焊接在一起。
对于上图中的外转子电机,三段120°的废铁量为12.8kg,与一次冲孔整个芯段的情况相比,减少约30%。如果将定子分成6段60度,则废铁量为9.2kg,减少48%。采用分段叠片制造定子是一种传统的制造方法,但与冲制整个定子截面的方法相比,这种方法虽然大大减少了材料的浪费,但其浪费量仍然很高。最后,需要将各部分焊接在一起,这增加了成本和生产时间,焊接也会局部损坏磁性,并导致铁的额外损失。
|