电机转子薄板的先进材料-非晶态金属:过去,现在和未来
|
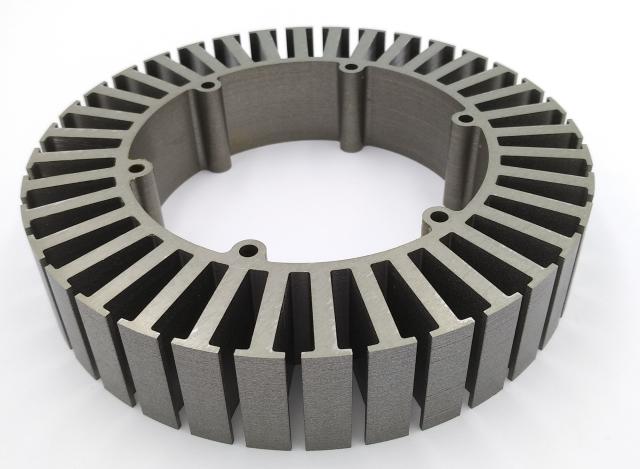
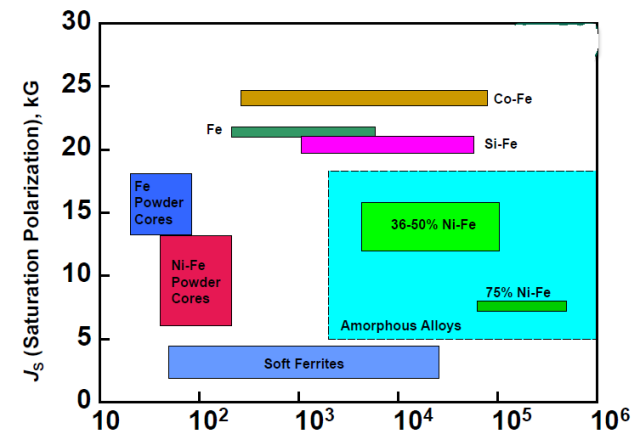
传统的铁基软磁材料用于电机的叠片已有100多年的历史了,这样的材料提供了出色的可制造性和出色的磁性能,当设计效率较高的电机时,其损耗却比理想情况要多。对更高电机效率的需求促使人们研究性能更好的层压材料。例如镍铁和钴铁,这些材料通常很昂贵,非晶铁和纳米晶铁材料具有较高的磁性能和合理的成本,但这些材料以“浇铸”形式才能产生成本效益,但要制造成传统的电机结构却具有挑战性,目前它们仅能以薄(25微米)薄带形式获得,并且具有很高的硬度。
非晶态金属 始于1960年代,研究人员研制了金属合金时,以极快的冷却速度铸造它们,从而抑制了正常金属晶体的形成。通过在冷冻的旋转鼓上浇铸非常薄的带状材料条来实现,冷却速率在每秒一百万度的范围内。 还有许多独特磁性能的非晶态金属存在,但商业重点是铁硼硅(FeBSi),最常用的配方是铁含量为85%至95%,硼含量为5%至5%,硅含量为5%至10%。
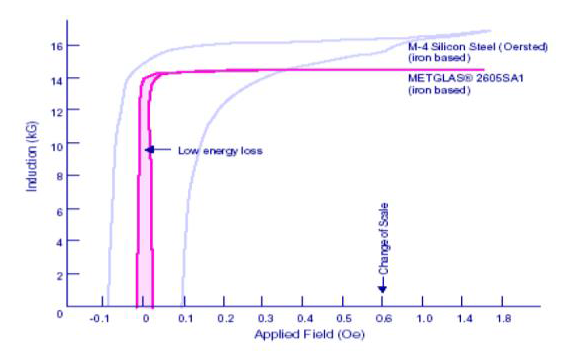
非晶态金属不包含任何昂贵的元素,可以通过连续铸造工艺高速生产,成本对于大批量应用非常合理。磁性非晶态金属的主要用途是在配电变压器中,变压器的这一应用范围证明了非晶态材料的低损耗的显著性能。 非晶态金属材料特性 非晶态金属材料对磁性应用极具吸引力的三个特性是: 极高的渗透性, 方形磁滞回线以及 材料表面上的氧化层可提供电绝缘。 绝缘层与这种薄材料的组合产生非常低的涡流损耗特性,且能在高频下工作。损耗约为电工钢的十分之一,如此低的铁损使这种材料特别具有吸引力。 近年来,电机设计首先通过减少转子中的损耗,其次通过使用更好的绕线技术来减少铜损,电机变得更加高效。因此,剩余的定子铁损已占现代高效电动机中总剩余损的很大百分比,这意味着减少铁损现在是进一步提高电动机电效率的最大机会。
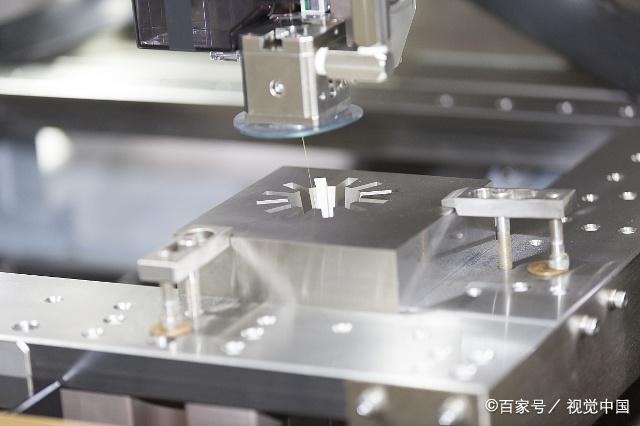
现在转子加工现状 第一种方法通过多种切割方法来尝试切割形状和堆叠层,切割已通过精密冲压,激光切割,化学蚀刻和放电加工(线切割机床)完成,对于所有这些切割方法,主要缺点是需要切割或冲压后,需要层压单个叠片。
第二种方法是将这种材料的线圈缠绕成类似于电机形状的结构,然后切掉该线圈中需要去除的部分。这种方法的切割方法受到更多限制,包括电火花加工(EDM)-线切割EDM和火花塞EDM-以及水射流切割,已经尝试了激光,目前只能切割相对较小的结构。水刀切割方法的优点是形状非常灵活,允许生产带有极靴的整体式轴向电动机定子。
|