日本硬质合金刀具在难切削加工行业新技术的研究
时间:2023-06-08作者:佚名
|
以航空产业、汽车产业、医疗产业为主的难切削市场不断发展,因此,成长型产业对难切削材料加工的需求量越来越大。对特殊用途及复杂的零件的加工中,所需刀具的性能与传统刀具有很大差异。同时,加工超耐热合金及钛合金等难切削材料过程中,由于切削“铸铁、钢”等普通材料大不相同,如何抑制切刃边界部缺损和实现刀具长寿命是目前加工行业碰到的难题。
大幅提高强度的超微粒硬质合金 硬质合金是通过粉末冶金法制成,生产时无论如何控制,都会有微米级小汽孔残留。为了改善这一缺点,必须大幅改进混合、挤压及烧结技术。组织上某部分不均匀,也会导致强度偏差,必须开发粒度分布极窄的超微粒WC粉末。确保刃尖韧性和硬度,必须将硬质合金的粒度微粒化成以前的1/2,目前日本新金属公司可是实现平均粒径为0.1um 级的超微粒WC粉末。
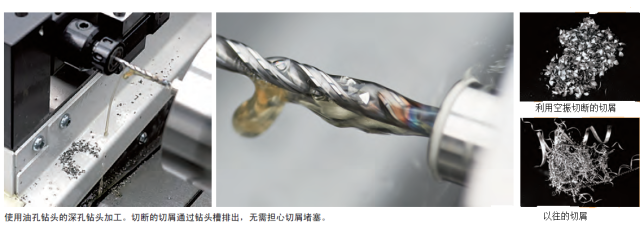
通过空振分断切屑 切屑堵塞刀具破损导致的故障是限制现场自动化的一个大问题,影响着加工面粗糙度、刀具寿命。日本公司CITIZEN通过空振时,将切屑切小排除,同时还可以防止刀尖温度上升,延长刀具寿命。利用伺服轴朝切削方向振动,在该振动与主轴旋转同步时同时进行切削,通过在切削中设置“空振”时间,可以实现将切削切小后间断排除的特征。由此,这一技术有效解决了难削材料加工和深孔加工切屑处理的问题。
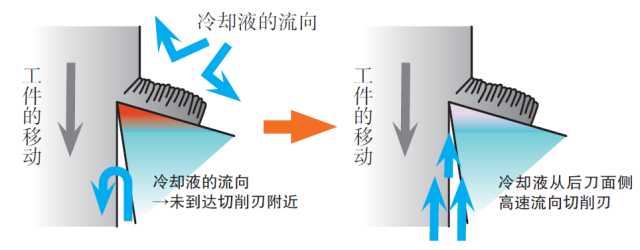
新型冷却技术 日本三菱推出了新型的刀具,在刀夹前端设置了独特的L型喷嘴,能从刀片的后刀面方向朝着刀头附近强力喷射冷却液,高效冷却了高温刀头,提高了刀片的耐磨损性,刀具使用寿命延长了约30-50%。
切削液的流出速度为每秒1~2m,而压缩空气为每秒100~200m,利用空气推出切削液,前端孔径的截面积为2平方毫米,流速和流量都会达到最佳状态。
|