风力发电机组各部件的维护工作,详细介绍(文字较多,建议收藏)
|
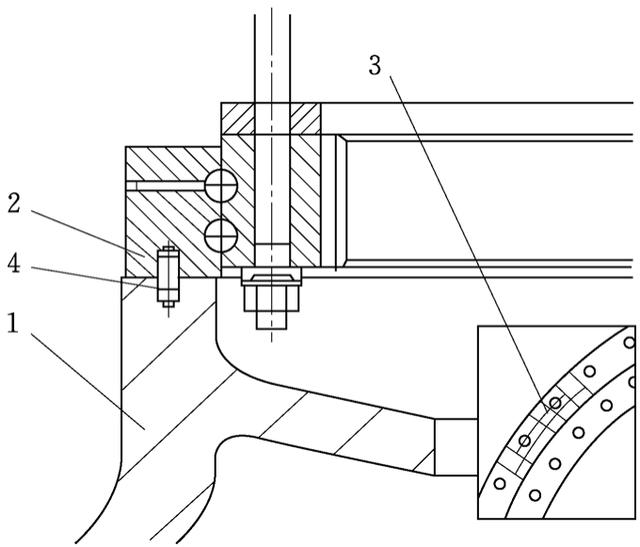
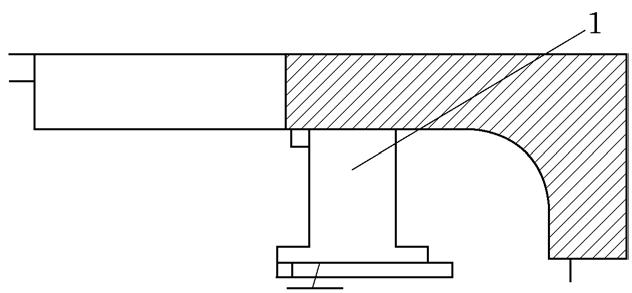
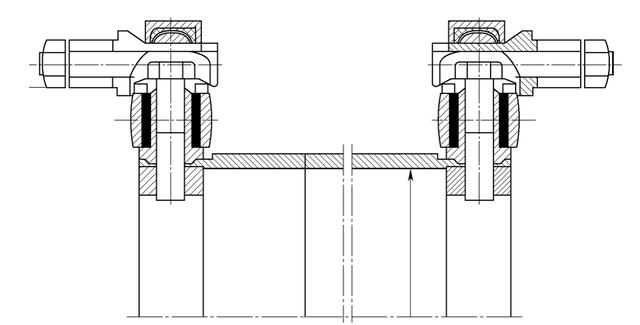
(1)裂纹检查。检查叶片是否有裂纹,如有裂纹应作如下记录:机组号、叶片号、叶片角度、长度、方向及可能的原因。在裂纹末端做标记并进行拍照记录,在下一次检查中必须检查此裂纹,如果裂纹未发展,就无须更深一步检查。 如果在叶片根部或叶片承载部分找到裂纹或裂缝,机组必须停机。 (2)裂纹修补。裂纹发展至增强玻璃纤维处,必须修补。 如果环境温度在10℃以上时,叶片修补在现场进行,否则修补工作延迟直到温度回升到10℃以上。当叶片修补完成且修补部分完全固化后,风力发电机组方可运行。 (3)表面检查。 1)检查叶片表面是否有损伤等现象,特别注意在最大弦长位置附近处的后缘。 2)检查叶片法兰盘与叶片壳体间密封是否完好。 3)检查叶片表面是否有腐蚀现象。 (4)叶片噪声检查。叶片的异常噪声通常是由于表面不平整或叶片边缘不平滑造成,也可能由于叶片内部存在脱落物。查找叶片噪声来源,并进行处理。 (5)检查雷电保护系统。 1)检查雷电保护系统线路是否完好。 2)检查叶片是否存在雷击损伤,雷击后的叶片可能存在如下现象:①在叶尖附近防雷接收器处可能产生小面积的损伤;②叶片表面有火烧黑的痕迹,远距离看像油脂或油污点;③叶尖或边缘裂开;④在叶片表面有纵向裂纹;⑤在外壳中间裂开;⑥在叶片缓慢旋转时,叶片发出咔嗒声。 (6)叶片排水孔检查。检查叶片排水孔是否堵塞,如有堵塞需要进行清理。 (7)叶片根部盖板检查。检查叶片根部盖板是否安装牢固。 (8)叶片螺栓的维护和检查。以规定力矩检查叶片安装螺栓。 在轮毂内工作时工作区域狭小,要注意人身及设备安全。 (1)防腐检查。检查变桨轴承表面的防腐涂层是否有脱落现象。 (2)检查变桨轴承表面清洁度。检查变桨轴承表面是否有油污或其他污染物,并清理干净。 (3)变桨轴承密封检查。检查变桨轴承(内圈、外圈)密封是否完好。 (4)检查变桨大齿圈齿面。检查齿面是否有点蚀、断齿、腐蚀等现象,润滑剂是否涂抹均匀。 (5)检查变桨轴承噪声。检查变桨轴承是否有噪声。如果有噪声,查找噪声的来源。 (6)变桨轴承与轮毂连接螺栓的检查。以规定的力矩检查变桨轴承与轮毂安装螺栓,每检查完一个,用记号笔在螺栓头处做一个圆圈记号。变桨轴承与轮毂连接螺栓分别如图11-1、图11-2所示。
图11-1 变桨轴承示意图 1—轮毂;2—变桨轴承;3—雷电保护爪;4—定位销(B 20X40)
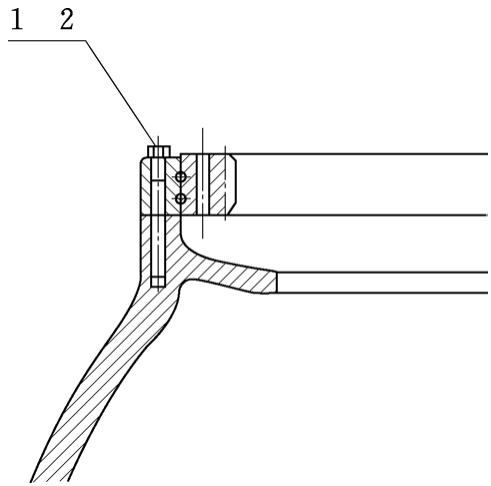
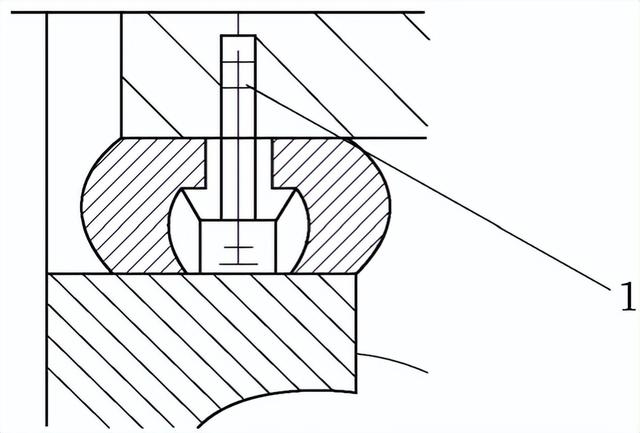
图11-2 轮毂连接螺栓图 1—垫圈(30);2—螺栓(M30×290) (7)缓冲撞块用螺栓的检查。如图11-3所示,检查内六角螺栓1(M10×35,8.8级)是否松动。 (8)极限工作位置撞块用螺栓的检查。如图11-4所示,检查螺栓1(M8×25,8.8级)是否松动。
图11-3 缓冲撞块图
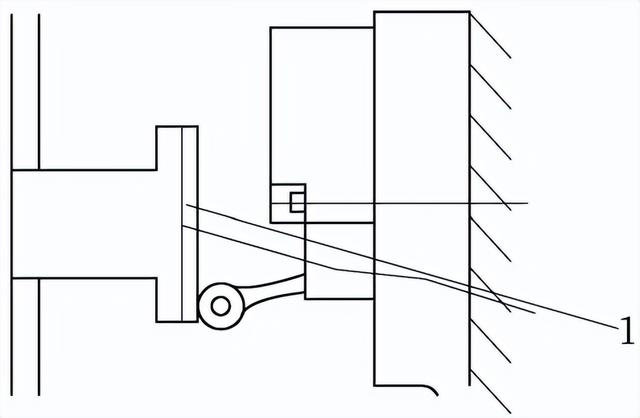
图11-4 极限工作位置撞块图 (9)顺桨接近开关感应片用螺栓的检查。如图11-5所示,检查螺栓1(M8×25,8.8级)是否松动。
图11-5 顺桨接近开关感应片图 (10)变桨轴承润滑的检查。 1)清理干净加油嘴。 2)在加注润滑脂过程中必须旋转轴承。 3)加注润滑脂工作完成后应立即清理干净泄漏的润滑脂。 4)润滑脂型号及用量。 (11)变桨电机检查。 1)变桨电机表面的防腐涂层是否有脱落现象。 2)检查变桨电机表面是否有污物。 3)检查变桨电机接线情况,如果松动,关闭电源后再紧固接线。 (12)变桨减速箱与变桨小齿轮检查。 1)检查变桨减速箱表面的防腐涂层是否有脱落现象。 2)检查变桨减速箱表面,并清理干净。 3)检查变桨减速箱润滑油油位是否正常。 在加油或检查油位过程中减速箱必须与水平面垂直。 如果存在不正常情况,检查变桨减速箱是否漏油,修复工作和加油工作完成后,将减速箱清理干净。 4)检查变桨减速箱是否存在噪声。 5)检查变桨小齿轮与变桨齿圈的啮合间隙,正常啮合间隙0.2~0.5mm。 6)检查小齿轮表面是否严重锈蚀或磨损,齿面出现点蚀裂纹等时应及时更换或采取补救措施。 (13)变桨减速箱螺栓检查。以规定的力矩检查变桨减速箱与轮毂连接螺栓,每检查完一个,用记号笔在螺栓头处做一个圆圈记号。 (14)变桨控制柜检查维护。 1)外观是否清洁。 2)接线是否牢固。 3)文字标注是否清楚。 4)电缆标注是否清楚。 5)电缆是否有损坏。 6)屏蔽层与地线之间连接是否完好。 (15)变桨控制柜螺栓紧固检查。 1)检查控制柜安装螺栓是否松动。 2)检查每个电气元件的连接情况,各接线端子的连接情况。 (16)检查限位开关及限位开关安装螺栓。 1)检查限位开关是否完好。 2)检查限位开关安装螺栓紧固情况。 (1)轮毂外表检查与维护。 1)检查轮毂表面的防腐涂层是否有脱落现象。 2)检查轮毂表面清洁度。 3)检查轮毂表面是否有裂纹。 (2)轮毂与齿轮箱连接螺栓紧固检查。以规定的力矩检查轮毂与齿轮箱连接螺栓,每检查完一个,用记号笔在螺栓头处做一个圆圈记号。 (3)滑环表面检查。检查滑环表面是否清洁,是否存在防腐层脱落。 (4)检查滑环接线。检查滑环接线是否松动,滑环线是否绑扎牢固。 (5)检查滑环安装位置。 1)检查滑环支撑杆是否晃动。 2)检查滑环安装螺栓是否松动。 3)检查滑环支撑杆与横向吊杆安装角度是否垂直。 (6)检查横向吊杆是否转动灵活。 (1)齿轮箱外表检查与维护。 1)检查齿轮箱表面的防腐涂层是否有脱落现象。 2)检查齿轮箱表面清洁度。 3)检查齿轮箱输入端、输出端、各管接口等部位是否有漏油、渗油现象。 (2)夹紧法兰固定到主机架上的螺栓的检查。以规定的力矩检查用于将夹紧法兰固定到主机架上的螺栓,每检查完一个,用记号笔在螺栓头处做一个圆圈记号。 (3)将楔块固定到加紧法兰上的螺栓的检查。以规定的力矩检查用于将楔块固定到加紧法兰上的螺栓,每检查完一个,用记号笔在螺栓头处做一个圆圈记号。 (4)将楔块安装到主机架上的螺栓的检查。以规定的力矩检查用于将楔块安装到主机架上的螺栓,每检查完一个,用记号笔在螺栓头处做一个圆圈记号。 (5)固定避雷板的螺栓的检查。检查固定避雷板的螺栓是否松动,共三个避雷板。 (6)紧固转子锁装置的检查。 1)对于齿轮箱,检查紧固转子锁装置把手螺栓及转子锁装置挡板螺栓是否松动。 2)对于卓轮齿轮箱,检查转子锁挡板螺栓是否松动。 3)检查锁销是否能够在孔中往复运动,以锁定转子。 (7)检查润滑油油位。检查油位前应先将机组停机等待一段时间(时间≥20min),等油温降下来(油温≤50℃)以后,再检查油位。静止状态下油位计中正常油位位于油位计的1/3~2/3处,观察孔中油位水平线与观察孔底部相切。 (8)齿轮箱油样采集。 1)机组停止运行后等待5~10min。 2)关闭油冷却泵高、低速断路器,取油样时油温应保持在40℃~50℃之间。 3)打开齿轮箱检查孔端盖。 4)用吸油泵吸取200mL油样存入取样瓶,注意一定保证油管、取样瓶的清洁,如重复利用,必须用准备取样的齿轮油冲洗。 5)对取样瓶标记如下信息:风场名称、机组编号、取样时间、取样时齿轮油温、取样人姓名。 6)清理废油并安装密封检查孔端盖。 风机正常运行后,每隔6个月对齿轮箱润滑油进行一次采样化验,根据化验结果决定是否需要更换。 (9)检查齿轮箱润滑油。检查油的情况时,应先将风力机停止运行等待一段时间(时间≥10min),使油温降下来(油温≤50℃),再检查油液是否有氧化、乳化等现象。 (10)检查齿轮箱空气滤清器。风机长时间工作后,齿轮箱上的空气滤清器可能因灰尘、杂质、油气或其他物质而导致污染。取下空气滤清器的上盖,检查其污染情况。如已经污染,更换滤清器。 (11)检查齿轮箱噪声及轮齿啮合。检查齿轮箱是否有异常的噪音(如嘎吱声、嘎嗒声或其他异常噪声)。如果发现异常噪声,立即停机并查找原因。 (12)检查轮齿啮合及齿表面情况。首先将视孔盖及其周围清理干净,然后用扳手打开视孔盖。通过观察孔观察齿轮啮合情况、齿表面情况(点蚀、胶合等)。如发现问题,禁止重新启动,并立即与生产厂家联系。观测完成后,按照安装要求,将视孔盖重新密封安装。 (13)检查传感器。检查齿轮箱上所有的温度、压力传感器,查看其连接是否牢固。 (14)检查减震装置。目检减震装置中的板弹簧,查看有无裂纹、老化及损坏现象。 (15)检查集油盒。检查主机架底部的集油盒并将其清理干净。 (16)检查避雷装置。检测避雷装置上的碳块。碳块必须与主轴前端转子接触。如果碳块的磨损量过大,应立即更换新的碳块。 (17)更换齿轮箱润滑油。 1)换油时应先将风力机停止运行一段时间(时间≥20分钟),使油温降至20℃以下。用洁净的抹布清理排油阀及加油孔端盖,清理完后,将放油软管一端连接到排油阀上,另一端放入油桶内。检查放油管路,如无问题打开放油阀,将齿轮箱内的润滑油全部排出,然后关闭排油阀。 2)检查齿轮箱内部清洁程度,用清洗剂清洗齿轮箱内部,清洗完毕后必须将清洗剂排除干净,然后用少量的新润滑油冲洗。 3)通过油泵与过滤装置,将新润滑油过滤后泵入齿轮箱内。 4)加完油后将加油孔按照装配要求重新封好,并清理掉加油过程中所泄漏的润滑油; 5)再次检查加油孔、放油阀是否密封好。 6)润滑油型号及加注量。 (18)检查管路。 1)检查冷却系统所有管路的接头连接情况,查看各接头处是否有漏油、松动、损坏现象。 2)检查油冷管路是否老化。 (19)检查油冷却器。 1)检查主机架上部的油冷却器,检查油冷却器上电动机的接线是否松动。 2)检查油冷却器的散热片是否有过多的污垢,如有应及时清理。 3)检查油冷却器的各连接部位的连接情况。 4)检查油冷却器的整体运转情况是否正常,是否存在振动、噪声过大等现象。如果有立即查找原因、进行检修处理。 (20)检查过滤器。 1)确认机组已处于停止状态,润滑与冷却系统已完全卸压。 2)关闭齿轮箱与油泵之间的球阀。 3)用抹布清洁过滤器四周,拆下过滤器与齿轮箱之间的连接软管及尾帽。 4)检查滤芯是否堵塞,如堵塞则更换新的滤芯。 更换过程:打开过滤器下部的放油阀,放掉脏油取出滤芯,同时取出过滤器中的脏物收集器并进行清洗,重新装回脏物收集器,装入新滤芯,关闭放油阀,旋紧尾帽(旋紧尾帽后再回松四分之一圈以方便下次操作),连接放气软管并打开球阀。 (21)检查油泵及油泵电机。 1)检查油泵电机的接线是否松动。 2)检查油泵表面的清洁度。 3)检查油泵与过滤器的连接处是否漏油。 (22)检查球阀。检查球阀,确定其工作位置是否正确,有无漏油现象。 (23)紧固件检查。检查油冷系统紧固螺栓是否有松动。 (1)检查制动盘与联轴器连接螺栓。以规定力矩检查制动盘与联轴器连接螺栓,每检查完一个,用记号笔在螺栓头处做一个圆圈标记。 (2)检查联轴器与收缩盘连接螺栓。目检联轴器与收缩盘连接螺栓是否松动。 (3)检查联轴器本体螺栓。如图11-6所示,以规定力矩检查联轴器本体螺栓。每检查完一个,用记号笔在螺栓头处做一个圆圈记号。
图11-6 联轴器剖面图 4)联轴器螺栓检查。检查膜片组安装螺栓和胀紧螺母是否松动(目视检查),如有异常(如油漆面出现裂纹),就应检查其拧紧力矩。 检查联轴器膜片是否有损坏,单片膜片破裂就必须更换整个膜片组,并且检查相应的连接法兰确保其没有损坏。 |