焊接位置分类与含义(一)
时间:2026-04-26作者:佚名
|
一、焊接位置概述 焊接位置主要是指在焊接过程中,焊缝熔池在由当前工件所构成的三维空间中所处的实际位置。同一工件上的同一道焊缝,在实际工作中,由于特定限制或者要求,也有可能在不同的位置进行焊接。比如下面几张图中同一个T形接头上的角焊缝,随着实际安装或者装配时的要求不同,其焊接位置也发生相应改变。
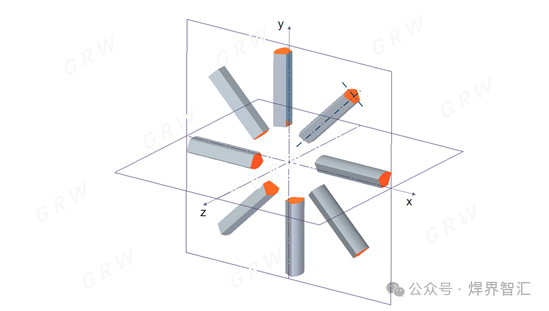
这一部分内容,介绍一下,生产制造中所涉及到的焊接位置。首先,我们先了解一下焊接位置分类的依据是什么? 国际上主流焊接体系标准,对于焊接位置的分类依据基本相似,都认为某一具体焊接位置,是由这道焊缝的倾角与转角共同决定的。焊缝倾角,指的是焊缝纵向轴线与水平面之间的夹角,通常是以x轴正向为起始基准进行测量;而焊缝转角,指的是焊缝横截面左右对称中心线,与z轴之间的夹角,也是以z轴正向为起始基准进行测量。 需要提醒大家的是,本课程讲解的所有有关焊接位置的示意图上,所描述的都是理论位置,而实际上,标准规定每个焊接位置,其焊缝倾角和焊缝转角数值,在三维空间内是一个区间,而不是一个唯一的数值,由于时间的限制,这部分内容今天先不展开讲。
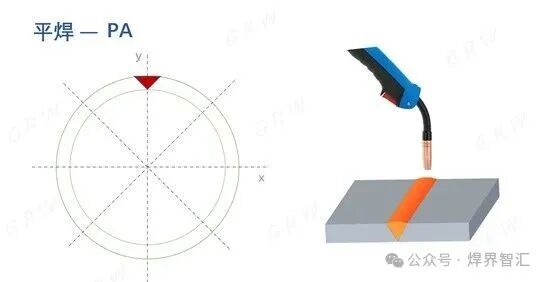
接下来,我们先详细了解一下欧标体系中,不同焊接位置的具体类型定义,以及焊缝在产品或工件上的实际分布状态和要求。 1、平焊位置,在国标和欧标中通常用字母PA表示。平焊位置的特点是,焊缝截面中心线理论上与y轴重合,且焊缝外表面朝向y轴的正向。下图是对接接头处于平焊位置焊接时,焊缝在接头上的实际分布,以及焊枪相对于焊缝的位置关系;第二张图描述的是T型接头平焊位置的状态。
|