设备往返失控、撞机跳闸?90%都是限位开关接触不良!保姆级排查根治教程
|
做自动化维修的老师傅都懂,车间最让人后怕的故障,从来不是复杂的程序报错、电机过载,而是设备自动往返失控、限位失效不停机! 很多时候设备正常启停、程序无报错、电机运转平稳,可一旦触发往返限位,本该立刻停机换向,却直接冲过限位、硬撞机械挡块,轻则设备异响、皮带跑偏、工件报废,重则机架变形、电机烧毁,甚至引发安全事故,停机误工损失惨重。 不少新手电工排查半天,反复核对PLC参数、检查接触器、调试程序,折腾一两个小时找不到问题,其实90%的设备往返失控故障,根源都是限位开关(行程开关)接触不良。 这种故障极具迷惑性,属于典型的“软故障”:设备空跑正常、间歇性失控、故障时好时坏,最容易被误判为程序干扰、线路虚接,白白浪费维修时间。今天就用十年一线维修经验,手把手教大家彻底搞定限位接触不良引发的往返失控问题,看完再也不用盲目排查! 一、精准识别:限位接触不良的典型故障现象
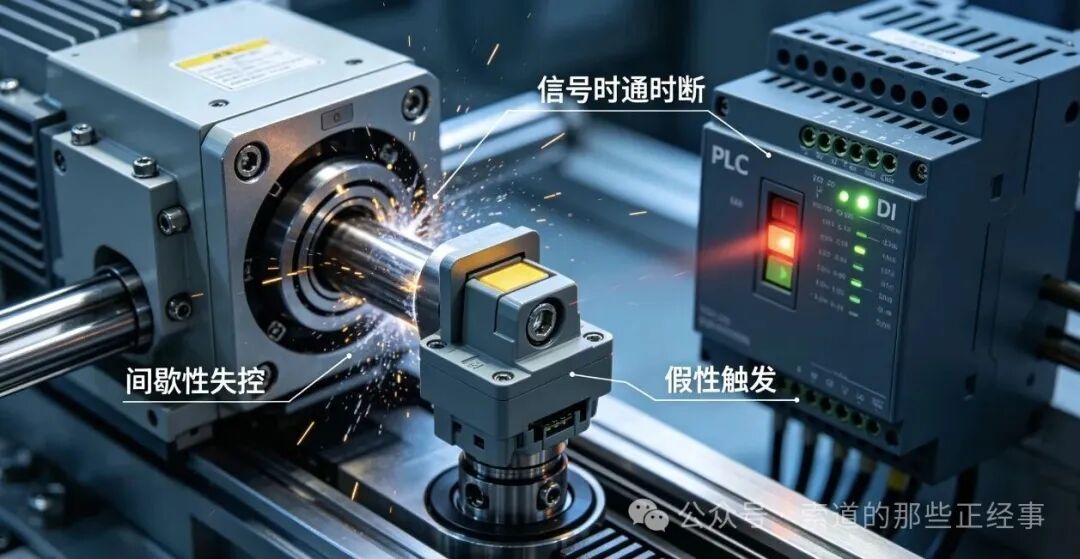
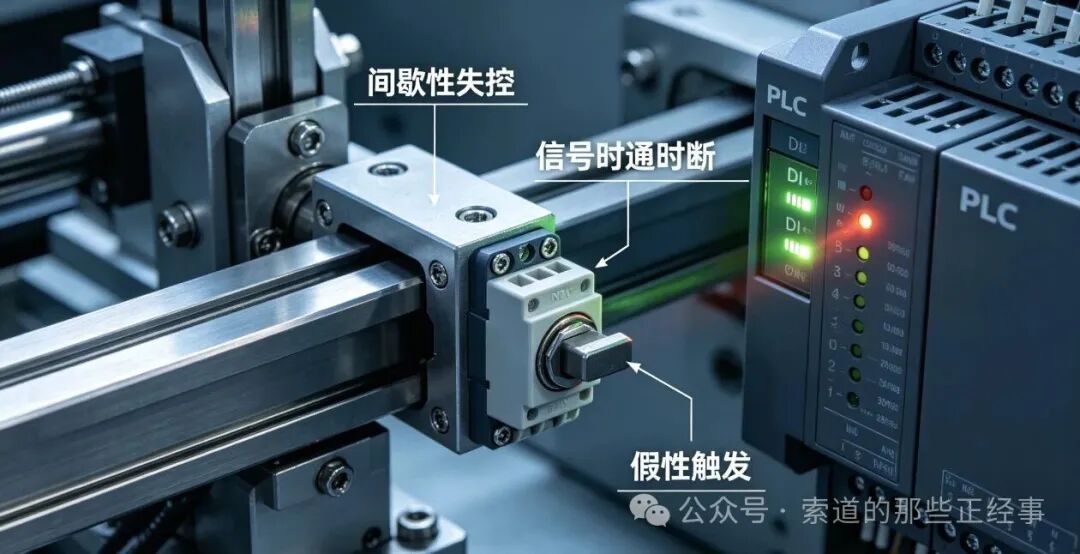
很多人分不清限位开关故障类型,其实接触不良导致的往返失控,有非常鲜明的特征,对照一眼就能确诊: 1. 设备自动往返运行,触达限位位置后不停机、不换向,持续向前冲机,手动急停可正常断电; 2. 故障呈间歇性,有时限位正常、偶尔失控,震动、设备启停频繁时故障概率大幅升高; 3. PLC后台DI指示灯忽亮忽灭、闪烁不定,信号时通时断,无固定规律; 4. 拆开开关无明显破损,机械按压回弹正常,但通电后信号传输不稳定。 区别于开关卡死、线路断路故障,接触不良没有完全失效,只是触点导通不稳定,这也是它最难排查、最容易留隐患的核心原因。 二、深度拆解:4大核心诱因,找准失控根源 限位开关长期暴露在车间工况下,粉尘、油污、震动、高温都是致命杀手,往返设备高频启停、频繁触发限位,更是加速触点损坏,主要故障原因只有4点:
1. 触点烧蚀氧化、积碳卡顿 设备频繁通断产生电弧,长期灼烧触点表面,形成氧化层和黑色积碳,导致触点接触电阻变大、贴合不紧密。看似闭合导通,实际信号传输中断,PLC接收不到限位停机信号,设备持续运行失控,这是最常见的诱因。 2. 机械疲劳、触点压力不足 限位开关内部弹簧长期反复压缩回弹,久而久之弹性衰减、疲劳失效,开关被撞块触发后,触点无法紧密贴合,轻微震动就会瞬间断信号,直接引发往返停机失效。 3. 接线端子松动、氧化腐蚀 车间设备持续震动、温差交替,会导致限位开关接线螺丝轻微松脱,加上粉尘油污侵入,端子氧化生锈,线路处于虚接状态。设备运行震动时线路断开,限位信号直接丢失。 4. 安装偏移、触发不到位 长期振动导致限位开关底座螺丝松动、位置偏移,设备撞块触发行程不足,只能轻微触碰开关,无法实现触点完全闭合,形成“假性触发”,看似碰到限位,实则信号未导通。 三、保姆级排查步骤:5分钟精准定位故障点 维修不用瞎摸索,遵循先外后内、先简后繁、先机械后电气的原则,快速锁定问题,新手也能零失误排查: |