压力开关原理、故障分析与现场应用详解
|
在化工、电力、冶金等工业生产现场,压力是监控设备运行状态、保障工艺安全的核心参数之一。压力开关作为纯机械式安全保护类仪表,无需转换信号、无需供电,凭借稳定性强、响应迅速、适配工况广等特点,广泛应用于管道、容器、泵体、压缩机等设备的压力超限报警、联锁保护场景。不同于压力变送器侧重连续信号远传,压力开关主打点位控制与安全联锁,是工控现场不可或缺的基础仪表。本文结合一线实操经验,从工作原理、结构构成、常见故障及排查方法逐一讲解,帮助仪表、电气从业人员吃透压力开关相关知识。 一、压力开关工作原理与基础结构 (一)核心工作原理 压力开关本质是压力触发式机械触点开关,核心逻辑为:介质压力作用于感应元件,当压力达到预先设定的动作值时,机械结构发生位移,推动内部触点完成通断切换,进而输出开关量信号,触发声光报警、设备停机、阀门动作等联锁功能。
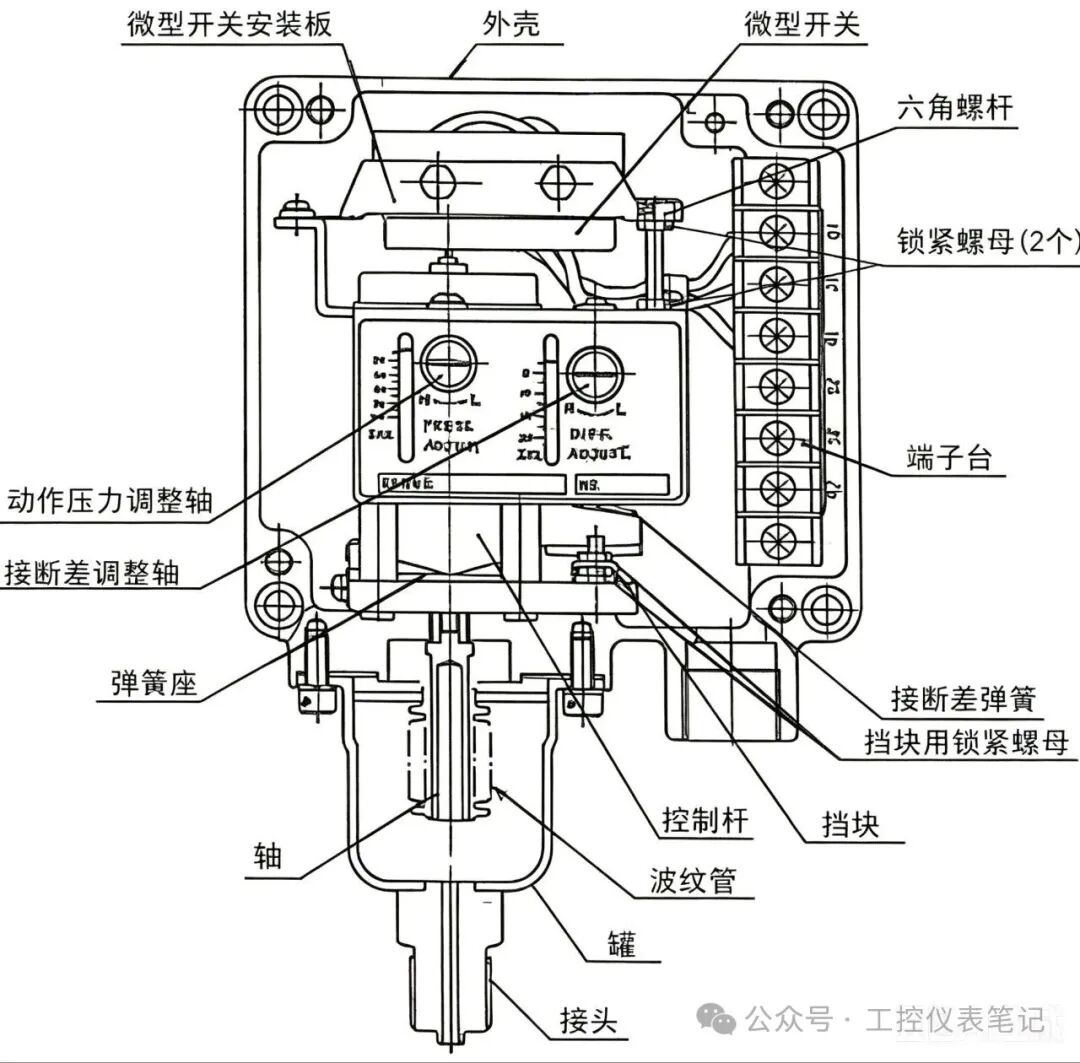
按照动作形式划分,工业常用压力开关分为常开型与常闭型两类。常态下,常开触点处于断开状态,压力达到设定值后触点闭合;常闭触点常态保持接通,压力超标后触点断开。现场接线时需根据控制系统逻辑区分选型,这也是新手上路最容易出错的环节。 其整体动作流程可分为三步:第一,工艺介质(气体、液体)通过引压接口进入压力开关内腔,压力均匀作用在感应膜片、波纹管或弹簧管等承压元件表面;第二,承压元件受压力作用产生弹性形变,压力越大,形变量越大;第三,当形变量累积到临界值,克服内部弹簧预紧力,推动传动机构拨动微动开关,实现电路通断。当介质压力回落至复位值以下,承压元件回弹,触点恢复原始状态,完成一次完整动作循环。 多数工业压力开关具备回差(压差) 特性,也就是动作压力与复位压力存在固定差值。该设计是为了避免介质压力在设定值附近小幅波动时,触点频繁通断造成电弧烧蚀、设备频繁启停,有效延长仪表与后端电气设备使用寿命,属于正常设计而非故障。 (二)主要内部结构 结合现场通用机械式压力开关,内部核心部件共分为五大模块,各部件分工明确,也是后续故障判断的主要依据。 1. 引压接口与承压元件 引压接口用于连接引压管,接入被测介质,常见螺纹规格有G1/4、M20×1.5等。承压元件是压力感应核心,低压工况多采用橡胶/金属膜片,中高压工况选用不锈钢波纹管或弹簧管,材质会根据介质腐蚀性、温度针对性选配,腐蚀、老化、破损都会直接导致仪表失效。 2. 调节弹簧与调节螺杆 调节弹簧是压力定值的关键部件,通过外部调节螺杆改变弹簧预压缩量,即可调整压力开关动作值。顺时针旋转螺杆,弹簧预紧力增大,需要更高压力才能触发动作;逆时针旋转,预紧力减小,动作压力随之降低。正规压力开关外部会标注调节刻度,方便现场人员快速整定。 3. 传动杠杆机构 起到力的传递与放大作用,将承压元件微小的形变转化为足以拨动触点的机械位移。该部件多为金属冲压件,长期振动、磨损、卡涩是主要问题点。 4. 微动开关组件 电气信号输出单元,包含静触点、动触点、弹片。机械传动结构接触弹片后,触点快速吸合或断开,输出无源开关信号。触点材质一般为银合金,导电性好,但长期带负荷通断易出现烧蚀、氧化。 5. 外壳与密封组件 工业现场多为铸铝、不锈钢防爆外壳,内部搭配密封圈、密封垫,作用是防尘、防水、防爆,同时保护内部精密机械结构。密封失效会导致水汽、粉尘进入内部,引发机构卡滞、触点短路等问题。 (三)现场典型应用场景 压力开关不参与压力连续监测,全部服务于安全保护与联锁控制。在水泵、油泵设备上,低压压力开关用于油压过低联锁停机,防止设备缺油磨损;在压力容器、储气管道上,高压压力开关做超压报警、紧急泄压联锁;在液压、气动控制系统中,用于压力达标确认,保障工序正常启动。在防爆区域、无外接电源的就地控制点位,压力开关的使用频率远高于电子类仪表。 二、压力开关常见故障、原因分析与现场排查处理 结合多年现场检修经验,压力开关故障主要集中在动作异常、信号失效、整定不准、外部渗漏四大类,下面逐一梳理故障现象、根因、排查步骤与解决办法,全部为一线实操内容,可直接用于现场检修。 (一)故障一:压力达到设定值,开关不动作,无报警、无联锁 这是现场最高发故障,直观表现为工艺压力明显超过动作值,但控制系统始终收不到开关信号,联锁、报警功能完全失效,存在极大安全隐患。 1. 主要原因 第一,引压管路故障。引压管堵塞、阀门未打开、引压管弯折堵死,介质压力无法正常传递到压力开关内部,承压元件感受不到压力变化,自然不会动作。这种情况在粘稠介质、含杂质污水、油品管路中尤为常见。 第二,内部机械机构卡涩。长期使用后,粉尘、油污进入壳体内部,导致传动杠杆、弹簧活动部位卡滞;调节螺杆锈死,弹簧失去弹性,形变受阻。设备长期高频振动,也会造成传动部件错位、卡死。 第三,动作压力整定值过高。现场人员误操作,将调节螺杆调至极限位置,动作压力远超设备实际最高工作压力,正常工况下永远无法触发。 第四,承压元件破损失效。膜片、波纹管老化开裂、击穿,介质压力直接泄压,承压元件无法产生有效形变。 2. 排查与处理 第一步优先检查外部引压系统。关闭前后阀门,对引压管路进行排污、吹扫,疏通堵塞管路,确认取压阀处于全开状态;检查引压管有无压扁、断裂、渗漏。 第二步核对压力整定值。对照设备工艺参数,重新整定动作压力,边加压边测试,确认定值符合设计要求。 第三步外部排查无问题后,解体检查内部结构。清理传动机构、弹簧表面的油污与杂质,对锈蚀部位做除锈润滑;若发现膜片、波纹管开裂,直接更换同规格承压元件。机构严重变形、弹簧疲劳失效时,建议整体更换压力开关。 (二)故障二:压力未达到设定值,开关提前动作,误报警、误联锁 该故障会造成设备无故停机、系统频繁报警,打乱正常生产秩序,也是运维重点处理问题。 1. 主要原因 第一,压力整定值偏低。人为误调节,弹簧预紧力过小,轻微压力变化就触发动作。 第二,内部弹簧疲劳、弹力衰减。弹簧长期处于压缩状态,出现塑性变形,预紧力不足,临界动作压力下降。 |