电动调节阀工作原理、高发故障及现场精准排查方案
|
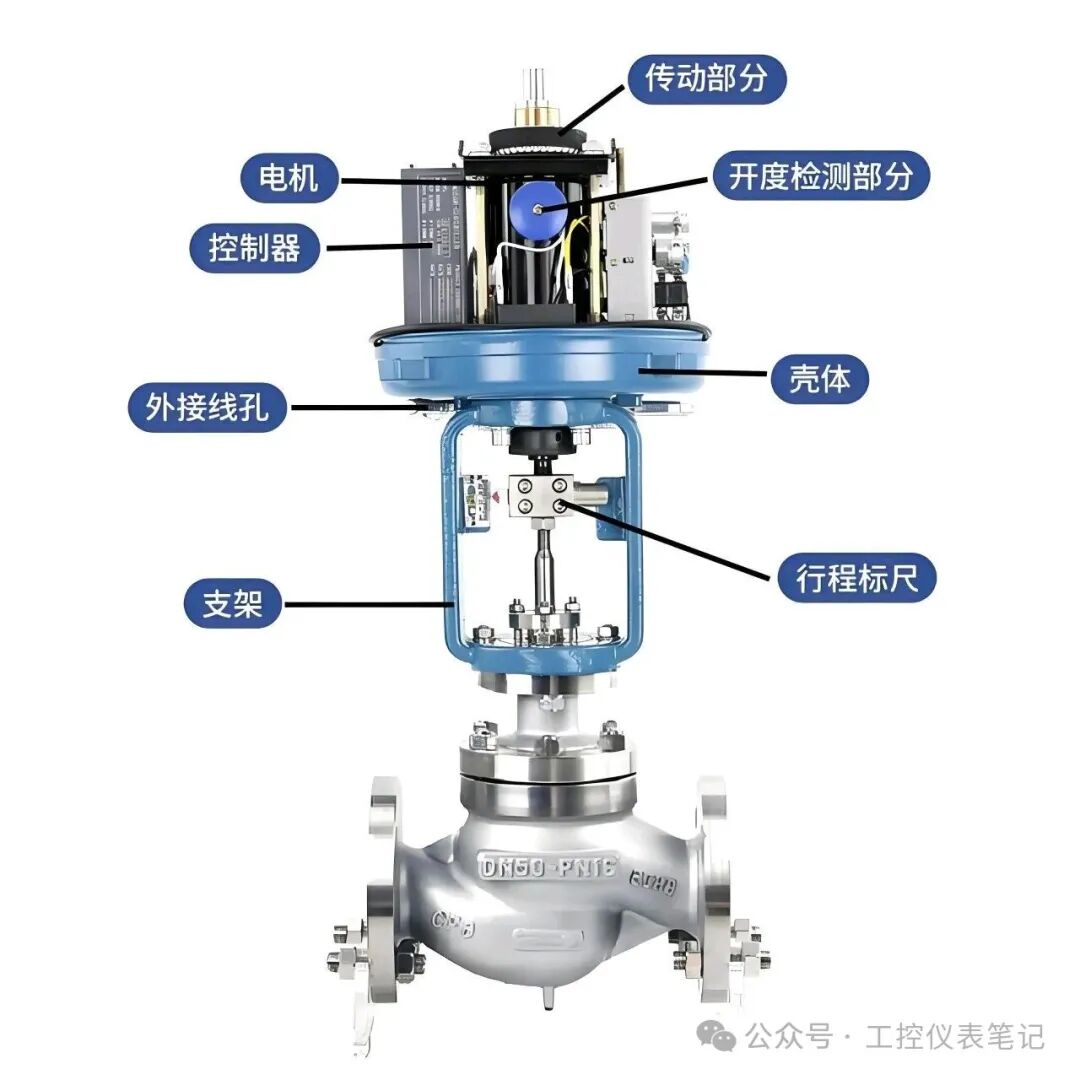
在化工、电厂、水处理、暖通等绝大多数工控自动化现场,电动调节阀是过程控制回路里用量最大、故障率最高、维护最频繁的终端执行设备。压力、温度、流量、液位四大工艺参数的闭环调节,最终都依靠电动调节阀改变介质流通截面积,精准控制管道内流体的流量、压力与温度,是自控系统名副其实的“手脚”。 很多现场仪表工日常巡检、检修调节阀时,大多只会简单更换模块、手动开关阀门,遇到调节滞后、阀门震荡、卡涩等复杂问题无从下手,本质是没有吃透其底层工作原理,故障排查只能盲目试错。 本文立足一线现场实操,不讲空洞理论,从工作原理拆解→现场高发故障+排查步骤→日常维护总结三大板块,完整梳理电动调节阀核心知识,看完直接可以用到日常检修工作中。全文干货无废话,适合仪表工程师、电气工程师收藏备用。 一、电动调节阀完整工作原理(通俗拆解,看懂内部信号流转逻辑) 电动调节阀整体分为阀体执行机构、电动执行器、控制模块、反馈检测单元四大核心部分,整套设备接收PLC/DCS系统下发的4-20mA模拟量调节信号,完成阀门开度自动调节,全程分为信号接收、动力驱动、开度反馈、闭环修正四个步骤。
1. 信号接收环节 中控室DCS或者现场PLC控制器,根据现场温度、流量、液位变送器采集的实时工艺数据,经过PID运算后,输出4-20mA标准直流调节信号:4mA对应阀门全关,20mA对应阀门全开,12mA对应阀门50%中间开度。 2. 动力驱动执行环节 电动执行器内部包含伺服放大器、电机、减速齿轮箱、推力轴承。伺服放大器对比中控给定信号和阀门实际开度反馈信号,当两个信号存在差值时,伺服放大器输出驱动电压,控制正反转电机运转;电机经过多级减速齿轮降速增扭,把电机高速旋转运动,转化为阀杆的直线上下运动(直行程调节阀)或者旋转运动(角行程调节阀),带动阀芯移动,改变阀体流通面积。 3. 开度反馈闭环环节 阀门内部内置电位器或者霍尔开度传感器,会实时采集阀门当前实际开度,同步转换成4-20mA反馈信号回传给伺服放大器和中控系统。 4. 闭环修正环节 系统持续对比给定值和反馈值:若阀门实际开度小于设定开度,电机继续正向运转;达到设定开度后,两个信号差值归零,电机立即停止运转,阀门保持当前开度不动,形成完整闭环调节。 简单一句话总结原理:系统给指令→电机带动阀芯动作→传感器回传实际开度→系统自动修正偏差,最终实现工艺参数无偏差自动调节。 补充现场区分要点:现场常用直行程电动调节阀适配蒸汽、水、液体介质;角行程适配气体、大口径管道介质,二者控制原理一致,仅机械传动结构不同。 二、现场6大高发故障+分步排查方法(一线最常见,直接对照检修) 结合电厂、化工装置3年现场检修数据,电动调节阀90%的故障集中在信号异常、机械卡涩、执行器故障、调节震荡四大类,下面罗列现场最高发的6类故障,附带无需专业工具、仪表工直接上手的排查步骤,拒绝笼统排查话术。 故障1:中控下发信号,阀门完全无动作,就地手动开关正常 故障现象:DCS画面能看到开度指令变化,阀门一动不动;切换至就地手动模式,阀门开关正常,电机无卡顿。 故障根因:就地手动/自动切换开关损坏、控制信号线断线、伺服放大器烧毁、正负信号接反。 分步排查 1. 万用表测量控制柜端子:检测中控过来的4-20mA给定信号,若无信号,排查中控AO模块、中间接线端子、屏蔽线断线问题; 2. 信号正常的前提下,检查执行器就地手自动切换旋钮,很多现场人员巡检误碰旋钮切至手动,远程直接失效; 3. 测量伺服放大器输入输出电压,无驱动电压输出,直接更换伺服放大模块,该模块是易损件,潮湿环境下极易击穿。 故障2:阀门调节震荡,开度来回跳动,工艺参数持续波动 故障现象:阀门开度忽大忽小,不停来回摆动,管道流量、压力持续波动,自控回路无法稳定,手动模式下阀门运行正常。 故障根因:PID参数整定不合理、反馈电位器磨损接触不良、阀门填料压盖过紧、介质压力冲击阀芯。 分步排查 1. 优先排查硬件:拆开执行器接线盒,检查开度反馈电位器,电位器碳膜磨损是现场最常见原因,直接更换电位器即可解决; 2. 检查阀体填料:填料压盖压得过紧,阀杆摩擦力过大,电机克服阻力反复启停,产生震荡,适度松动填料压盖; 3. 硬件无问题后,联系自控工程师下调DCS系统PID比例系数,降低系统调节灵敏度,避免过度调节。 故障3:阀门开关到位后,电机仍持续运转,出现过力矩报警 故障现象:阀门已经全关/全开,电机不停机,执行器面板报过力矩故障,长时间运行会烧毁电机。 |