进口大型加工中心精度变动了怎么办?快来看原因分析及应对措施
|
进口大型数控加工中心是国家花费巨资引进的设备,具有精度高、性能可靠及加工范围大等技术特点,拥有这类机床的多少往往是一个企业精密加工能力的象征。保证集机、电、液和气于一体的进口大型数控加工中心的正常使用,及时掌握机床的精度变化范围,保持机床精度,使之能加工出合格的高精度产品是维修工作的重点,也是提高机床有效利用率的前提之一。然而在实际使用过程中,常常会出现一些带有技术性或管理性的问题,这些问题如果不能得到及时、正确处理,将会影响到机床的正常使用,甚至降低机床使用寿命,给企业带来不可挽回的损失。
2010年以来,我单位先后引进2台德国进口海科特HEC1600卧式加工中心、4 台捷克T O S WHQ13 CNC卧式镗铣加工中心,轴加工行程达到3.5m, 海科特H E C 1 6 0 定位精度为0.008mm,TOS WHQ13 CNC定位精度为0.01mm,都属本企业重点精密机床。然而批4台机床初期投入使用的一年多时间内, 产品质量问题频发,机床精度变化异常,保修期内国外厂家到现场维修周期长,给生产带来很大压力。分析影响机床精度变化的因素,并及时找到有效的解决方法,迫在眉睫。
按照合同要求,前期安装的4台进口加工中心在安装验收时都经过了严格的几何精度检测、定位精度和重复定位精度检测及NASA试件加工检测合格,为什么在几个月的时间内会出现精度下降的问题呢?研究分析认为:机床基础沉降不均匀和环境温度变化后机床床身变形导致机床几何精度下降的两大因素,而除了机床本身精度变动之外,不合理的加工程序也可能带来产品的质量不合格,下面逐一分析。
1. 机床基础制作
因新建车间地块原为农田, 地质疏松,考虑到如按机床设计厂方提供的地基图未打桩基,可能较薄弱。为此,我们专门聘请了江苏方建工程质量鉴定检测有限公司对其中两台机床的地基做了沉降监测,监测设备选择、基准监测点标注等具体做法如下。
(1)沉降监测设备(见表1)。
(2)基准点及沉降监测点的点位布置。按照有关规程规范技术要求,在建筑物压力影响范围以外布设埋置基准点,并保证其稳定可靠和持久保存。根据实际情况在该工程周围共埋设沉降监测基准点1个,编号为BM1,其中BM为起始点。该试验台基础共布设沉降监测点9个,编号有东南角为1号点,按顺时针编制9号点,具体点位置如图1所示。
TOS卧式加工中心机床床身为T形联接,X轴床身与Z轴床身在7 、8 及3 、4点用螺栓固定联接。在图中的布局为:X轴床身沿1、9点放置,Z轴床身沿5、7、8点放置,从维修人员检测导轨直线度的数据看出,X导轨的直线度变化都为中间凹。Z轴的直线度变化都为图中5点位置上翘, 整体也为中间凹。
江苏方建工程质量鉴定检测有限公司在2011年9月19~29日期间,每隔2天共5次对地基9点进行沉降量检测,9点的累计沉降量如表2所示。
从表2数据中分析判断:监测点的沉降和机床床身实际变化曲线并无关联。并且,在第二批机床的地基施工图1中我们加厚了混凝土层,加粗加密了混凝土内钢筋。经过观察发现:同型号的两台海科特加工中心在经过相同一段使用期后,几何精度变动规律一致。经过这一系列的观察,基本可排除地基沉降不均而引起机床导轨弯曲、精度下降的可能。
这里需要特别指出的是:精密机床地基必须严格按照机床生产厂提供的地基图施工,在夏季施工养护期内多浇水,冬季施工养护期注意防寒,基础表面严禁有二次找平层,防止表面脱壳。在机床安装前还应对基础进行超过机床本身重量的预压测试。
2. 环境温度变化因素
条件所限,目前我们的大型加工中心都安装在常温环境中使用。有研究表明:工作过程中机床床身上、下存在温度差,形成自上而下的温度梯度,夏季导轨上表面温度高,下表面温度低。温度差(t1-t2)使上表面伸长大于下表面,呈上拱形状。而到冬季,刚好相反。由于(t1-t2)的温度差存在,下表面的收缩大于上表面,导轨呈下挠形状。这一现象给精密机床的精度稳定性带来不利影响,以其中一台海科特机床的维修实践说明:在2012年我们的维修人员分别在气温变化达10℃以上的4、5月和10月、11 月检测发现,机床导轨直线度变动明显,其中X轴在3m的移动范围内水平变化可达0.06mm, 而安装时的调试水平精度要求仅为0.003mm。
海科特机床厂家在关于机床加工精度的工作条件的声明中提到:机床应该安装在空调车间和非常合格的地基上,地基在施工前需要检查当地的土壤条件,并需要由专业的工程公司施工。
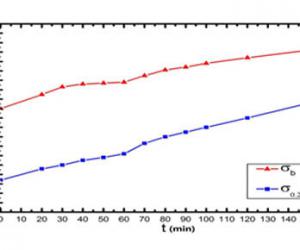
对照下面的这张我公司所在城市的年平均温度变化图与2015 年的机床调整记录表发现:其中一台固资编号604699002的捷克WHQ13CNC(TOS)在温度变化大的3月、4月、5月和10月精度发生的变化情况如图2、表3所示。
3. 应对措施 |