轴承安装过程中常见影响精度的因素及解决办法
|
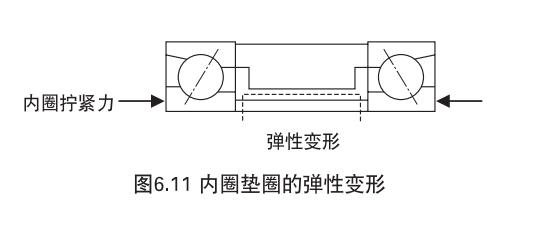
在上一篇文章轴承如何安装?轴承的安装步骤简介中,我们介绍了轴承的安装方法,不管是液压机压入或是通过热装插入,由于是手工操作的,故难免会对轴承的精度造成一些影响,那么有哪些影响,又该如何去弥补呢? 一、拧紧力导致的垫圈弹性变形
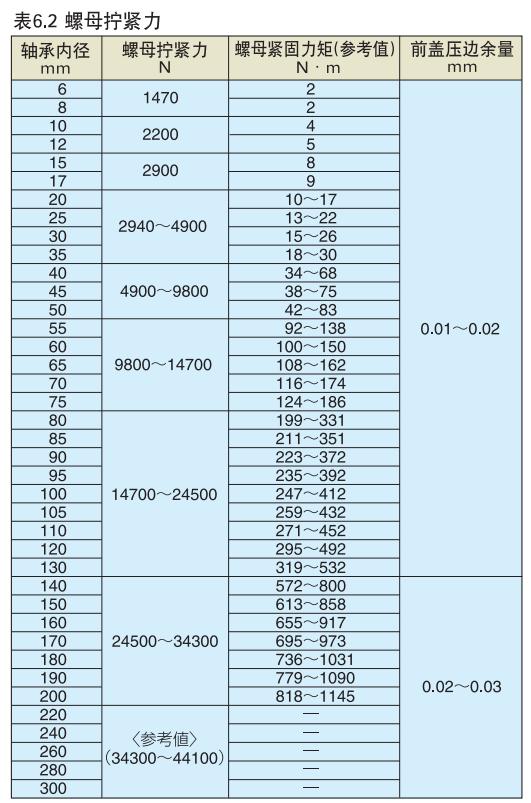
垫圈的变形量通过根据弹性变形推出的变形计算公式进行计算。 δ:垫圈的弹性变形量,单位mm P:内圈拧紧力 N L:内圈垫圈宽度 mm A:内圈垫圈截面面积 E:纵向弹性系数 210000Mpa。 内圈垫圈的拧紧力因各厂商而异,NTN轴承的如下表所示:
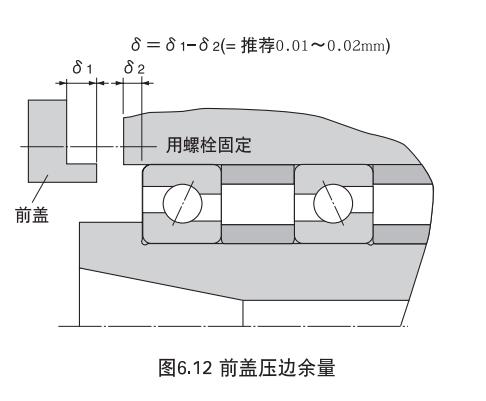
二、前盖压边余量 在主轴上安装和固定轴承时,通常在内圈侧用梯形套筒或精密轴承螺母拧紧,在外圈侧用螺栓固紧前盖。在前盖处固定外圈时要注意以下几点: 2、前盖需通过设在凸缘部的螺栓孔(6~8个)固定。 3、前盖对轴承外圈压边余量的实绩在0.01~0.02mm。 4、应注意,如果前盖的压边余量大或拧紧螺栓数少,则会成为轴承滚道圈圆度劣化的原因。 5、为了不损坏外滚道面形状,建议使用精度高的轴箱、采取过渡配合,并使用多个螺栓进行固定。
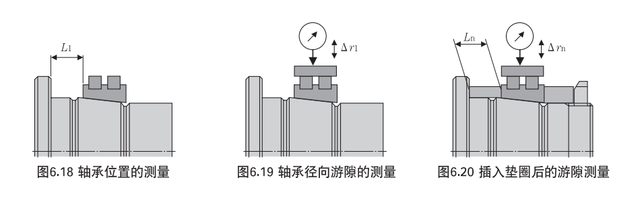
由于手工安装,难免会产生游隙不合格的情况,因此二次调整轴承游隙便显得至关重要。 三、圆柱滚子轴承的游隙调整 轴承内圈锥孔和主轴锥体相配合,然后再轴向进一步插入使轴承内圈膨胀,从而调整内部游隙。 轴承内部游隙的调整,有根据各轴承的游隙测量——垫圈调整和直接通过内部残留游隙调整规进行调整的两种方法。
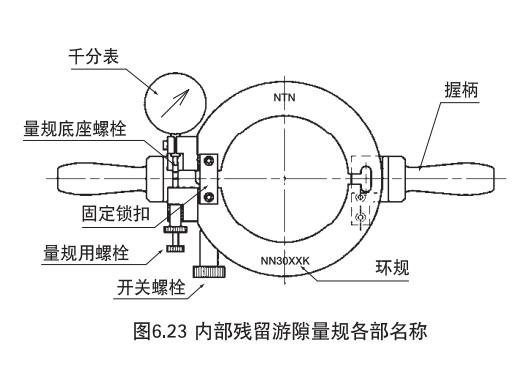
(1)内部残留游隙量规
(2)外圈沟槽(内径滚道直径)的测量 将轴承的外圈安装到轴承箱内(轴承箱加热后容易安装)。 确认安装到轴承箱内的外圈和内圈温度是否相等, 用内径千分表测量外圈的沟径(内径)。测定若干个点,将其平均值设定为内径千分表刻度的0位置。
(3)将内部残留游隙量规安装在主轴上 将内圈安装到主轴测量轴上,轻轻将轴端螺母拧紧。 拧紧游隙调整规的开关螺栓,使量规内径膨胀。
使量规内径膨胀0.15mm左右,在不损坏滚子的情况下将量规插人内圈滚子的外接部。 拧松开关螺栓后,量规内径收缩。拧松开关螺栓,使量规内径与内滚子外接部相接触。 |