利用PLC实现汽车涂装前处理生产线中的磷化槽液位控制
时间:2024-03-18来源:佚名
|
磷化是汽车涂装前处理生产线中的其中一个重要环节,磷化是一种常用的金属表面处理技术,为了保证和提高汽车涂漆质量,在汽车白车身进行涂装前,应采用磷化技术对白车身内外表面进行防腐处理,磷化的目的主要是给基体金属提供保护,在一定程度上防止金属被腐蚀。本文就介绍一下汽车涂装前处理生产线中的磷化槽的液位控制,采用PLC控制实现。
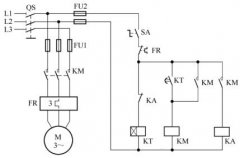
汽车涂装前处理生产线中的磷化槽示意图如图所示,汽车车身挂在输送链上,经过磷化槽时会被涂上一层磷化膜。要求磷化液要保持一定的液位深度,而这个液位是由液位计来进行检测,分为高液位A、低液位B和极低液位C,液位的控制是通过加液泵和排液阀来进行实现的。
控制要求:按下加液按钮时,加液泵启动并开始加磷化液,当液位到达低液位B 的位置时,启动输送链,当液位到达高液位A 的位置时,加液泵停止。当液位下降到低液位B时,又启动加液泵加液,如此自动进行加液控制。如果由于泄露等其他原因导致液位处于C液位时,停止输送链的运行。当磷化槽使用了一断时间之后需要换液时,按下排液按钮,打开排液阀,并停止输送链的运行,当液位处于极低液位C以下时,延时3min关闭排液阀。
IO分配: 输入继电器 功能 输出继电器 功能 I0.0 高液位开关A Q0.0 输送链 I0.1 低液位开关B Q0.1 加液泵 I0.2 极低液位开关C Q0.2 |